
Среди многих существующих сварочных технологий наиболее распространены три дуговые процесса: ручная дуговая сварка покрытым электродом для MMA сварки, полуавтоматическая сварка в среде защитного газа (MIG/MAG) и аргонодуговая сварка неплавящимся электродом (TIG). Рассмотрим их принцип работы, особенности и применяемые сварочные материалы (электроды, проволока, флюсы).
Ручная дуговая сварка (MMA)

MMA – сварка покрытым штучным электродом. При касании электродом изделия возникает электрическая дуга, расплавляющая металл стержня и основы. Электрод плавится, образуя сварной шов, а обмазка сгорает с выделением защитного газа и образованием шлаковой корки, которая предохраняет расплавленный металл от воздуха.

Метод MMA прост и универсален: требуется лишь сварочный аппарат (инвертор) и подходящие электроды. К его преимуществам относятся низкая стоимость оборудования, мобильность и возможность работы в любых пространственных положениях, в том числе на открытом воздухе. Недостатки метода – невысокая производительность и необходимость очистки шва от шлака после охлаждения.
Полуавтоматическая сварка (MIG/MAG)

MIG/MAG – дуговая сварка плавящейся проволокой в среде защитного газа. Вместо штучного электрода используется проволока с катушки, которая автоматически подается в зону дуги и расплавляется, формируя шов. Одновременно через сопло горелки подается защитный газ, экранирующий сварочную ванну от воздуха. Различают два варианта процесса:
-
MIG – сварка в инертном газе (аргон, гелий и др.), обычно применяемая для алюминия, меди и других цветных металлов.
-
MAG – сварка в активном газе (углекислота CO₂ или ее смеси), используется преимущественно для сталей (низкоуглеродистых, нержавеющих и др.).
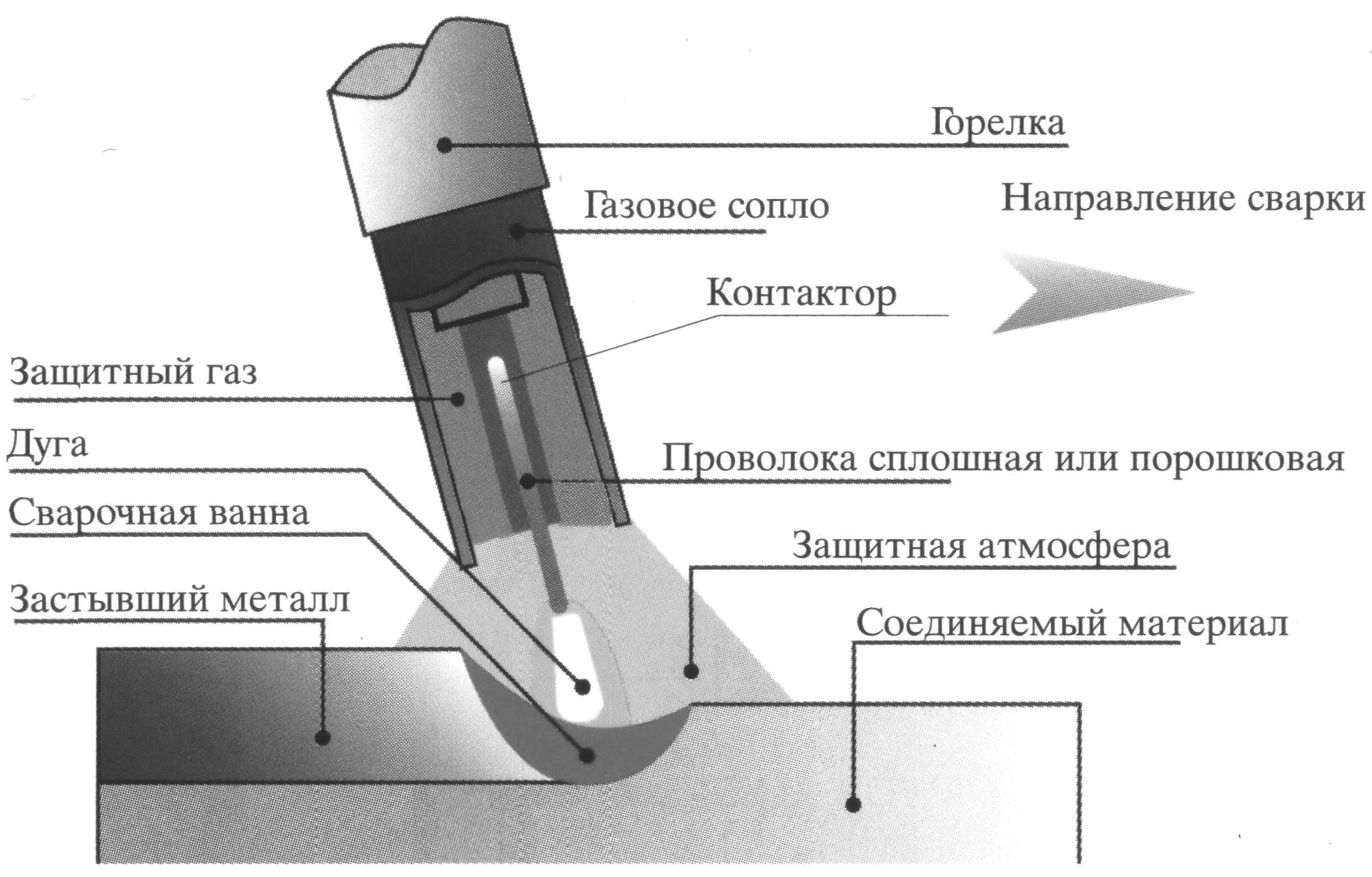
Полуавтоматическая сварка обеспечивает высокую скорость работы; при использовании сплошной проволоки с защитным газом сварной шов получается чистым – практически без шлака и брызг – и не требует трудоемкой зачистки. Среди недостатков MIG/MAG – ограниченная мобильность (необходим газовый баллон, шланги и др. оборудование). Процесс чувствителен к ветру: на открытом воздухе поток газа может сдуваться, поэтому для наружных работ применяют либо защитные экраны, либо самозащитную порошковую проволоку без газа. Купить сварочную проволоку цена, которой будет приемлемой можно напрямую от производителя или его оффлайн точках (скорее всего через дистрибьюторов) и на маркетплейсах - это касается и других сварочных материалов.
Аргонодуговая сварка (TIG)
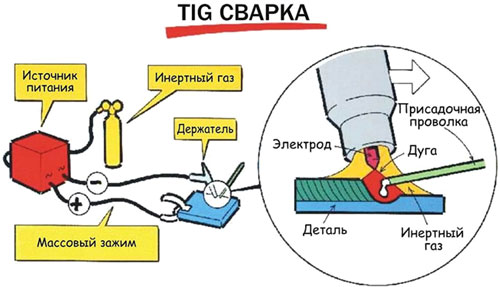
TIG – метод дуговой сварки, где неплавкий вольфрамовый электрод создает электрическую дугу в инертном газе (аргон), не расходуясь в шов; присадочный металл (пруток) добавляется вручную при необходимости формирования шва.
TIG-сварка обеспечивает высочайшее качество соединения: сконцентрированная дуга позволяет сваривать тончайшие изделия (<1 мм) и практически любые металлы, при этом шов получается без брызг и шлака. Главный минус TIG – сравнительно невысокая скорость и сложность процесса. Сварщик должен координировать дугу и подачу присадки, что требует высокой квалификации. Также оборудование (аргоновый баллон, вольфрамовые электроды, осциллятор для поджига дуги) более дорогое, и работать предпочтительно в помещении без сквозняков. Обычно TIG осваивают после практики на более простых способах сварки.
Сварочные материалы: электроды, проволока, флюс
Основные сварочные материалы:
- Покрытые электроды (MMA). Металлический стержень с нанесённой обмазкой-флюсом. В процессе дуги обмазка стабилизирует горение, выделяет защитный газ и образует шлаковую корку. Электроды различаются по диаметру и составу покрытия; после сварки шлаковый слой удаляется.
- Сварочная проволока сплошного сечения (MIG/MAG). Цельный металлический провод заданного диаметра, намотанный на катушку, не имеет флюсового покрытия и применяется только с защитным газом. Обеспечивает высокую производительность сварки и минимальное образование окалины и брызг.
Порошковая проволока. Трубчатая проволока, заполненная порошковым флюсом. При дуговом плавлении флюс выделяет газ для защиты дуги и образует шлак. Такая проволока может использоваться без внешнего газа (самозащитная) либо с подачей газа для улучшения качества шва. Преимущество самозащитных проволок – возможность работы на открытом воздухе.


