
Металлические закладные элементы при литье пластмасс: стандарты, расчет и практика применения
Современные изделия из пластмасс всё чаще работают в условиях повышенных механических и динамических нагрузок. При этом к ним предъявляются требования по долговечности, ремонтопригодности и стабильности крепёжных узлов. Обычная резьба, сформированная непосредственно в полимере, не всегда способна обеспечить необходимый ресурс. Именно поэтому в конструкции всё шире применяются металлические закладные элементы, соответствующие требованиям DIN 16903 и обеспечивающие предсказуемую работу соединений.
Такие решения позволяют объединить преимущества полимеров — малый вес, технологичность, низкую стоимость формования — с прочностью и стабильностью металлической резьбы. В результате создаётся надёжный узел, рассчитанный на многократную сборку, воздействие нагрузок и длительную эксплуатацию без потери характеристик. Применение компонентов, разработанных по DIN 16903 1, дополнительно повышает стабильность параметров при серийном производстве.
В статье рассмотрены ключевые аспекты применения закладных элементов, включая резьбовые вставки DIN 16903: проблемы прочности резьбы в пластике, конструктивные параметры и расчёт механической прочности соединения, требования стандарта, особенности установки в пресс-форму и типичные ошибки проектирования. Отдельное внимание уделено подбору решения под конкретный тип пластика и оценке экономической эффективности с учётом норм DIN 16903.
Материал ориентирован на инженеров-конструкторов, технологов и специалистов по серийному производству, которым важно обеспечить стабильное качество соединения и предсказуемые эксплуатационные характеристики пластиковых изделий, в том числе при использовании изделий по DIN 16903.

Проблема прочности резьбы
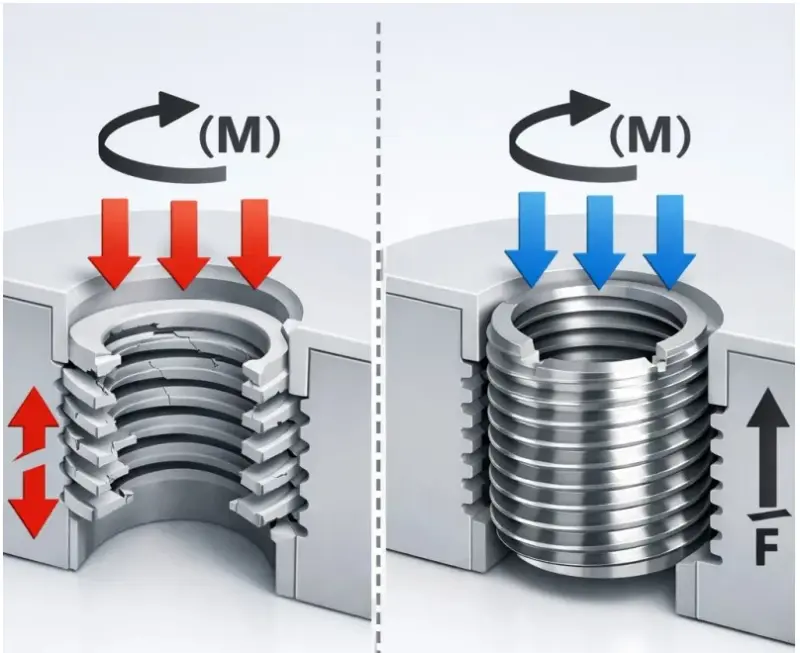
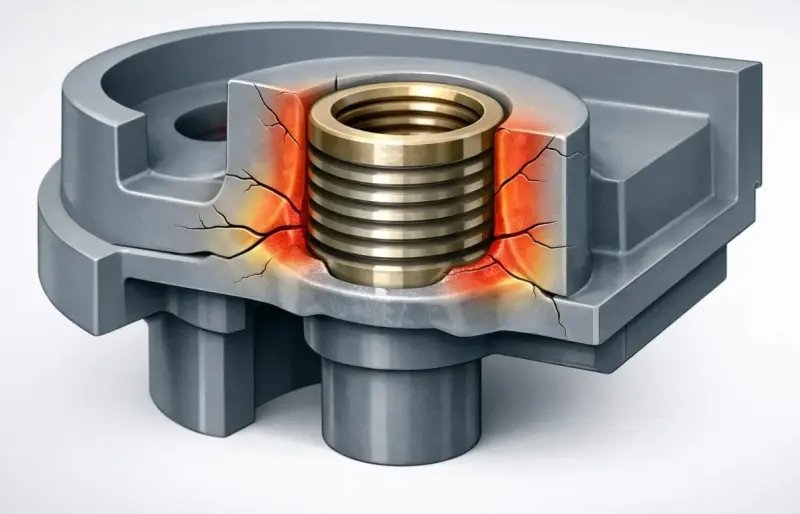
Создание надежного резьбового соединения в пластике всегда связано с рядом технических ограничений. В отличие от металла, полимерные материалы обладают меньшей жесткостью, чувствительны к нагрузкам и быстрее изнашиваются. При прямом формировании резьбы в пластмассе её ресурс часто оказывается недостаточным, особенно если изделие предполагает регулярный монтаж и демонтаж без применения решений уровня DIN 16903.
Основная проблема заключается в том, что пластик под действием усилия может деформироваться, что снижает качество соединения. Со временем это приводит к снижению зажимного усилия, появлению люфта и потере герметичности. Особенно остро вопрос стоит в узлах, где используется метрическая резьба и требуется стабильная нагрузочная способность, соответствующая требованиям DIN 16903 1.
Типичные причины разрушения пластиковой резьбы
- Недостаточная механическая прочность соединения при высоких нагрузках.
- Низкое сопротивление вырыванию крепежа из основания.
- Отсутствие устойчивости к проворачиванию при крутящем моменте.
- Деформация под действием вибрационных нагрузок.
- Постепенная потеря формы из-за температурных колебаний.
В условиях промышленного оборудования требования к соединениям значительно выше, чем в бытовых изделиях. Узлы должны сохранять геометрию, выдерживать динамические нагрузки и обеспечивать стабильную фиксацию в течение всего срока службы. При этом износостойкость резьбы становится критически важным параметром, поэтому всё чаще применяются решения DIN 16903.
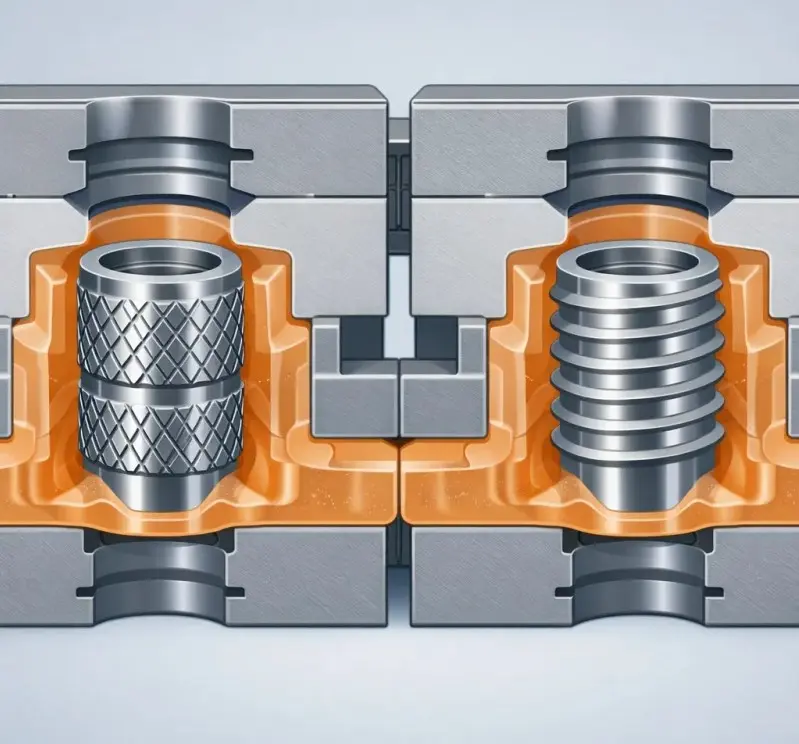
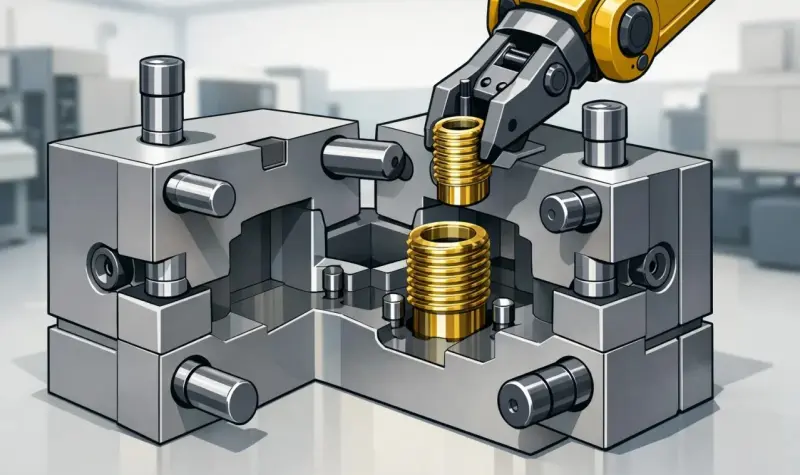
Чтобы компенсировать слабые стороны полимеров, в конструкцию внедряют закладные резьбовые элементы. Такие решения позволяют сформировать металлическую рабочую поверхность внутри пластиковой детали. Металлические вставки для пластика устанавливаются в пресс-форму до начала литья под давлением, после чего материал обволакивает их и образует монолитную конструкцию, соответствующую требованиям DIN 16903.
В результате формируется резьбовой узел, который по эксплуатационным характеристикам значительно превосходит пластиковый аналог. Повышается долговечность соединения, улучшается устойчивость к механическим и динамическим воздействиям, а также сохраняется стабильность параметров при серийном производстве с учётом стандартов DIN 16903 и DIN 16903 1.
Таким образом, проблема прочности резьбы в пластике решается не усилением самого материала, а грамотным применением металлических компонентов. Это инженерные решения, которые позволяют совместить легкость и технологичность полимеров с надежностью металла и требованиями DIN 16903.
Металлические вставки как решение
Для обеспечения надежной резьбы в пластиковых деталях применяются металлические вставки, которые интегрируются в конструкцию изделия на этапе изготовления. Такой подход позволяет заранее заложить в деталь прочную металлическую основу, способную выдерживать рабочие нагрузки без разрушения и деформации. В инженерной практике нередко используются стандартизированные решения, включая исполнения din 16903 b и din 16903 d, которые отличаются геометрией и областью применения.
Наиболее эффективный способ установки — размещение вставки в пресс-форма до начала процесса литьё под давлением. Расплавленный полимер обволакивает элемент, фиксируя его в теле детали. В результате формируется монолитный узел, где металл и пластик работают совместно.
Почему это решение эффективно
- Металл обеспечивает стабильную геометрию резьбы и высокое качество соединения.
- Повышается сопротивление вырыванию при осевых нагрузках.
- Обеспечивается устойчивость к проворачиванию при крутящем моменте.
- Сохраняется механическая прочность соединения даже при повторных сборках.
В зависимости от конструкции применяются различные типы элементов. Чаще всего используются резьбовые втулки с наружной насечкой или специальным профилем, который обеспечивает надежное сцепление с полимером. Также применяются варианты с закрытым торцом или дополнительными фиксирующими элементами. В рамках стандарта DIN исполнения din 16903 b и din 16903 d позволяют подобрать оптимальное решение под расчетные нагрузки и требования к монтажу.
Соответствие стандартам
При выборе продукции ориентируются на стандарт DIN, который регламентирует размеры, допуски и конструктивные особенности. В рамках одного стандарта могут применяться разные исполнения — например формы A, B, C, D, отличающиеся геометрией и назначением. В частности, din 16903 b применяется для типовых соединений, тогда как din 16903 d может использоваться в условиях повышенных нагрузок. Это позволяет адаптировать конструкцию под конкретные условия эксплуатации и тип конструкционные материалы.
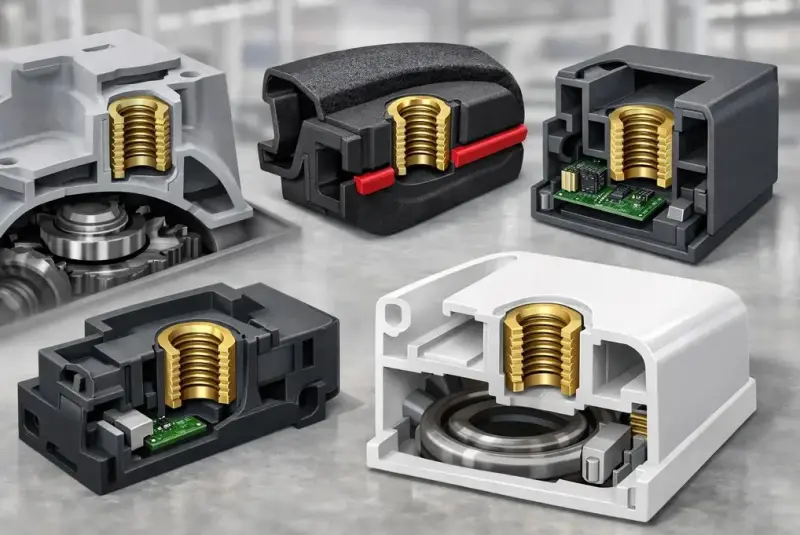
Такие решения широко используются там, где требуется высокая надежность: в узлах промышленное оборудование, в автомобилестроение, в приборостроение и при изготовлении корпусные детали. В серийное производство металлические элементы позволяют получать стабильный результат без дополнительной механической обработки после формования.
Применение закладных элементов — это не просто усиление детали, а продуманное конструкторское решение. Оно обеспечивает долговечность соединения, улучшает эксплуатационные характеристики и повышает общую нагрузочная способность узла. Именно поэтому металлические вставки остаются стандартным техническим решением при производстве ответственных пластиковых компонентов.
Классификация закладных элементов
Закладные элементы различаются по конструкции, способу установки и области применения. Правильный выбор типа напрямую влияет на долговечность соединения и стабильность работы узла. Классификация помогает инженерам подобрать решение с учетом требований к нагрузке, условиям эксплуатации и технологии изготовления детали.
По конструкции и геометрии
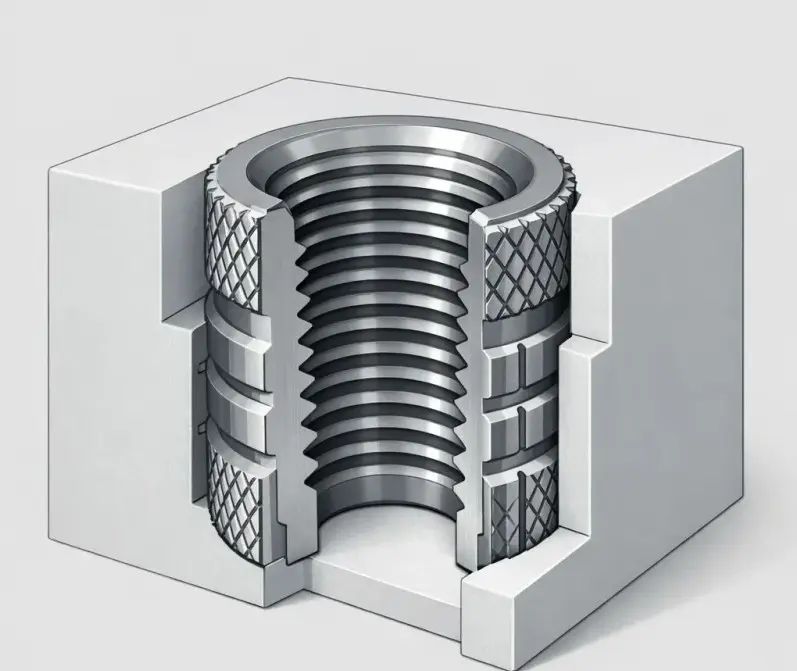
Наиболее распространённый вариант — цилиндрические вставки с наружной насечкой или рифлением. Такая поверхность обеспечивает надежную фиксацию в теле полимера и повышает сопротивление вырыванию. Среди стандартизированных вариантов востребованы исполнения din 16903 b и din 16903 d, позволяющие учитывать особенности конструкции и глубину посадки. В зависимости от задачи могут применяться:
- Открытые элементы со сквозной резьбой.
- Закрытые элементы с глухим торцом.
- Удлинённые модели для повышенной нагрузочной способности.
- Вставки с буртом для точного позиционирования в оснастке.
Выбор конструкции определяется расчетной нагрузкой и требуемыми эксплуатационными характеристиками.
По способу интеграции в деталь
Закладные элементы могут устанавливаться различными методами:
- Закладка непосредственно в пресс-форма до начала литьё под давлением.
- Запрессовка в готовую деталь.
- Термическая установка с оплавлением посадочного отверстия.
Наиболее стабильный результат достигается при закладке в процессе формования, поскольку металл становится частью структуры детали и обеспечивает высокое качество соединения.
По материалу изготовления
Для производства используются разные конструкционные материалы: углеродистая и нержавеющая сталь, латунь, реже специальные сплавы. Выбор зависит от условий эксплуатации, требований к коррозионной стойкости и механическим нагрузкам.
По сфере применения
Классификация также учитывает область использования. В автомобилестроение и приборостроение применяются элементы с повышенной точностью изготовления и гарантированной устойчивостью к проворачиванию. В корпусные детали бытовой техники могут устанавливаться более универсальные решения, включая din 16903 b для стандартных нагрузок и din 16903 d для более ответственных узлов. Для узлов, работающих в составе промышленное оборудование, важна повышенная износостойкость резьбы и стабильность параметров при длительной эксплуатации.
Таким образом, систематизация закладных элементов по нескольким критериям позволяет подобрать оптимальное инженерное решение. Грамотный выбор типа вставки обеспечивает надежную фиксацию, требуемую механическую прочность соединения и стабильную работу изделия в условиях серийного производства.

Подбор под тип пластика
Эффективность работы закладного элемента напрямую зависит от свойств полимера, в который он устанавливается. Разные пластики имеют различную плотность, коэффициент усадки, термостойкость и модуль упругости. Эти параметры влияют на степень обжатия вставки, её фиксацию и итоговую механическая прочность соединения. При выборе решений, таких как din 16903 вставка, важно учитывать поведение материала при формовании и эксплуатации.
Учет характеристик материала
При проектировании важно учитывать, относится ли пластик к аморфным или кристаллическим. Аморфные материалы (например, ABS или поликарбонат) дают меньшую усадку и обеспечивают более стабильную геометрию посадочного узла. Кристаллические (например, полиамид или полипропилен) сильнее изменяются в объёме при охлаждении, поэтому требуют точного расчета посадочного диаметра под din 16903 вставка.
- Для жестких пластиков подходят элементы с умеренной насечкой, включая din 16903 f при средних нагрузках.
- Для мягких или вязких материалов применяются вставки с более выраженным рифлением, в том числе din 16903 вставка с усиленным профилем.
- Для стеклонаполненных композиций важна повышенная устойчивость к проворачиванию и корректный подбор формата din 16903 f.
Температурные и технологические факторы
Температура переработки материала влияет на выбор металла и конструкции элемента. В процессе литья расплав должен равномерно обтекать вставку без образования пустот. При неправильном подборе din 16903 вставка возможны дефекты фиксации и снижение сопротивление вырыванию.
Также учитывается режим охлаждения детали. Быстрое охлаждение может привести к внутренним напряжениям, что отражается на долговечность соединения. Поэтому важно соблюдать рекомендации по размещению элемента в оснастке и обеспечивать стабильные условия формования, особенно если применяется din 16903 f в ответственных узлах.
Практический подход к выбору
Инженеры оценивают совокупность факторов: тип полимера, предполагаемые нагрузки, частоту сборки, температурный режим эксплуатации. Если изделие рассчитано на повторный монтаж и демонтаж, предпочтение отдается решениям с увеличенной контактной поверхностью, включая din 16903 вставка соответствующего типоразмера.
Грамотный подбор под тип пластика позволяет обеспечить требуемые эксплуатационные характеристики без перерасхода материала и усложнения конструкции. В результате достигается стабильное качество соединения и надежная работа изделия в заданных условиях эксплуатации при использовании din 16903 f и других вариантов стандарта.

Конструктивные параметры
Надежность работы закладного элемента определяется не только материалом, но и его геометрией. Конструктивные параметры напрямую влияют на распределение нагрузки, устойчивость к деформациям и общий ресурс узла. При проектировании din 16903 вставка особое внимание уделяется профилю корпуса и соответствию стандартным требованиям.
Наружный профиль и фиксация
Одним из ключевых параметров является форма наружной поверхности. Насечки, рифления, кольцевые проточки или продольные выступы обеспечивают сцепление с полимером. Чем выше предполагаемая нагрузка, тем более выраженным должен быть профиль, особенно если применяется din 16903 f в условиях повышенной вибрации.
- Глубина и шаг насечки определяют степень сцепления с материалом и эффективность решения din 16903 вставка.
- Диаметр корпуса влияет на распределение напряжений в пластике и корректность установки din 16903 f.
- Длина вставки определяет рабочую площадь контакта и стабильность фиксации din 16903 вставка.
При недостаточной длине может снизиться сопротивление вырыванию, а при чрезмерной — увеличивается риск внутренних напряжений в детали, независимо от того, используется din 16903 вставка или иная модификация.
Внутренняя резьба и допуски
Внутренняя геометрия должна соответствовать требованиям к точности. Несоответствие допускам снижает нагрузочную способность и ухудшает эксплуатационные характеристики. Для изделий формата din 16903 вставка учитываются класс точности, глубина резьбы и допустимый крутящий момент.
Важно обеспечить стабильность параметров при массовом выпуске. В условиях серийное производство даже небольшие отклонения размеров din 16903 f могут привести к браку и снижению общего качества соединения.
Расположение в детали
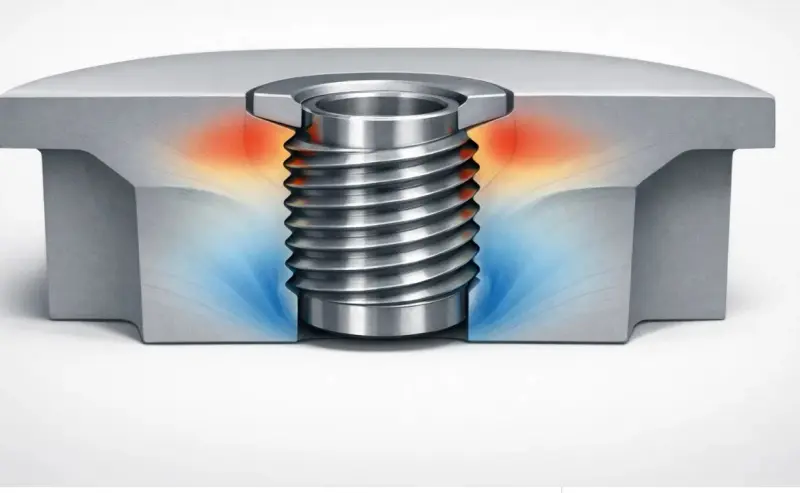
Конструкция должна учитывать расстояние до кромок изделия, толщину стенок и наличие ребер жесткости. Недостаточный слой материала вокруг элемента снижает механическая прочность соединения. При размещении din 16903 вставка рекомендуется обеспечивать равномерное распределение полимера вокруг корпуса для предотвращения локальных напряжений.
Таким образом, конструктивные параметры закладных элементов формируют основу надежности узла. Правильный расчет геометрии, допусков и зоны размещения позволяет обеспечить долговечность соединения и стабильную работу изделия в заданных условиях эксплуатации, в том числе при применении din 16903 f.
Расчёт механической прочности
Расчёт прочности узла с закладным элементом проводится на этапе проектирования изделия. Цель — определить, выдержит ли соединение заданные нагрузки без разрушения пластика или деформации металлической части. Ошибки на этом этапе приводят к снижению надежности и отказам в эксплуатации. При выборе конкретной модификации, например din 16903 форма a или din 16903 форма d, расчётные параметры могут отличаться из-за различий наружного профиля и длины заделки.
Основные виды нагрузок
При расчёте учитываются реальные условия работы изделия. Чаще всего соединение испытывает:
- Осевую нагрузку на вырыв.
- Крутящий момент при затяжке крепежа.
- Циклические вибрационные нагрузки.
- Температурные расширения и сжатия материала.
Для каждого типа воздействия рассчитывается предельное значение усилия, которое способна выдержать конструкция без потери работоспособности. При этом геометрия таких исполнений, как din 16903 форма a, напрямую влияет на устойчивость к вырыванию.
Проверка на вырыв
Сопротивление вырыванию определяется площадью контакта вставки с пластиком и прочностью самого полимера. Чем больше длина заделки и выраженнее наружный профиль, тем выше удерживающая способность. При расчёте учитывается коэффициент запаса, который зависит от области применения и требований к надежности. Для изделий с повышенными требованиями к прочности нередко выбирается din 16903 форма d, обеспечивающая увеличенную площадь сцепления с материалом.
Проверка на крутящий момент
При затяжке болта или винта возникает нагрузка на внутреннюю резьбу. Необходимо проверить, чтобы не произошло разрушение полимера вокруг элемента и срыв резьбы. В расчет включается допустимый момент затяжки, соответствующий выбранному диаметру и классу точности, а также учитываются конструктивные особенности конкретного исполнения.
Комплексная оценка узла
Для ответственных изделий дополнительно проводится анализ распределения напряжений в зоне установки. В современных проектах применяются методы численного моделирования, позволяющие оценить поведение детали под нагрузкой. Правильный расчёт механической прочности соединения обеспечивает стабильность работы узла в течение всего срока службы. Это особенно важно для изделий, эксплуатируемых в условиях повышенных нагрузок, где требуется гарантированная надежность и безопасность.
Технология установки в пресс-форму
Правильная установка закладного элемента в оснастку определяет итоговое качество соединения. Ошибки позиционирования или фиксации приводят к смещению вставки, образованию пустот и снижению прочности узла. Поэтому технология закладки должна быть чётко регламентирована и повторяема независимо от того, используется ли din 16903 форма a или din 16903 форма d. Особенно это важно, когда применяются резьбовые вставки DIN16903 и резьбовые втулки DIN 16903, поскольку точность их позиционирования напрямую влияет на характеристики готовой детали.
Подготовка к установке
Перед началом цикла формования проверяются геометрия посадочного места и соответствие размеров вставки проектной документации. Поверхность элемента должна быть чистой, без смазки и загрязнений, которые могут ухудшить сцепление с полимером. Для изделий стандарта Дин 16903 соблюдение допусков особенно критично, так как геометрия наружного профиля рассчитана на равномерное распределение нагрузки.
- Контроль размеров и допусков.
- Очистка от технологических загрязнений.
- Проверка ориентации резьбовой части.
Фиксация в оснастке
Закладка выполняется вручную или с применением автоматических систем подачи. В массовом производстве чаще используется роботизированная установка, что повышает точность и снижает риск брака. Это особенно актуально, если применяются резьбовые вставки DIN16903 с различными формами наружного профиля.
Фиксация может осуществляться:
- Механическими удерживающими штифтами.
- Магнитными элементами (для стальных вставок).
- Вакуумными приспособлениями.
Важно обеспечить неподвижность элемента до момента заполнения формы расплавом, особенно если используются резьбовые втулки DIN 16903 с выраженной рифлёной или анкерной поверхностью.
Процесс формования
Во время впрыска расплавленный полимер равномерно обтекает вставку и заполняет все зазоры профиля. Скорость впрыска и давление подбираются так, чтобы исключить смещение элемента. После охлаждения формируется монолитная структура, где металл надежно зафиксирован в теле детали. При применении решений по стандарту Дин 16903 важно учитывать особенности теплового расширения материалов.
Особое внимание уделяется режиму охлаждения. Резкое температурное воздействие может вызвать внутренние напряжения и снизить долговечность соединения.
Контроль качества
После извлечения детали проводится визуальный и функциональный контроль. Проверяется положение элемента, отсутствие перекосов и дефектов поверхности. При необходимости выполняются испытания на вырыв или проверка допустимого момента затяжки. Такой подход особенно оправдан при использовании стандартизированных решений, таких как резьбовые вставки DIN16903.
Грамотно организованная технология установки в пресс-форму обеспечивает стабильное качество соединения, снижает процент брака и гарантирует соответствие изделия заданным техническим требованиям.
Стандарт DIN 16903
Стандарт DIN 16903 регламентирует конструкцию и основные параметры металлических закладных элементов, предназначенных для установки в пластиковые детали при формовании. Документ определяет размеры, допуски, типы исполнения и требования к геометрии, что обеспечивает взаимозаменяемость и предсказуемые эксплуатационные характеристики изделий. В частности, вставка резьбовая din 16903 форма k относится к числу типовых решений, применяемых в серийном производстве.
Назначение стандарта
Главная задача стандартизации — обеспечить единые требования к элементам, используемым в ответственных узлах. Благодаря этому производители могут применять типовые решения без необходимости разработки индивидуальных чертежей под каждое изделие. К таким решениям относится и втулка din 16903, применяемая для формирования надежного резьбового соединения в полимерных деталях.
Стандарт описывает элементы, предназначенные для установки в процессе формования пластика, где важны:
- Стабильность размеров при массовом выпуске.
- Соответствие внутренней резьбы установленным допускам.
- Предсказуемая нагрузочная способность.
- Повторяемость параметров при серийных поставках.
Типы исполнения
В рамках DIN 16903 предусмотрены различные варианты конструкции. Они отличаются формой корпуса, наличием фиксирующих элементов и типом торца. На практике применяются несколько исполнений, которые адаптируются под конкретные задачи производства. Например, вставка резьбовая din 16903 форма k используется в случаях, когда требуется повышенная устойчивость к проворачиванию в материале.
Различия позволяют учитывать:
- Толщину стенки детали.
- Требования к устойчивости к проворачиванию.
- Необходимость повышенного сопротивления вырыванию.
- Особенности конструкции изделия.
Точность и допуски
Особое внимание в стандарте уделено параметрам внутренней резьбы. Она должна соответствовать требованиям к метрической системе и обеспечивать корректную работу крепежа без перекосов и избыточного люфта. Это напрямую влияет на качество соединения и долговечность узла. Независимо от того, применяется ли вставка резьбовая din 16903 форма k или другая втулка din 16903, соблюдение допусков является обязательным условием надежности.
Также нормируются наружные размеры корпуса, чтобы обеспечить правильную посадку в полимер и стабильное распределение напряжений после охлаждения детали.
Практическое применение
Использование стандартизированных элементов упрощает проектирование изделий и снижает риски при запуске новых проектов. Инженер получает предсказуемые характеристики без дополнительных испытаний каждой партии. При выборе конкретного исполнения, будь то вставка резьбовая din 16903 форма k или другая втулка din 16903, учитываются условия эксплуатации и расчетные нагрузки.
В результате применение стандарта DIN 16903 обеспечивает стабильность технических параметров, совместимость с типовым крепежом и надежную работу соединений в течение всего срока эксплуатации изделия.

Ошибки при проектировании
Даже при использовании стандартизированных решений надежность узла может быть снижена из-за ошибок на этапе проектирования. Большинство проблем связано не с качеством самих элементов, а с неправильным расчетом геометрии детали, нагрузок и условий эксплуатации, независимо от того, применяется ли вставка резьбовая din 16903 форма k или универсальная втулка din 16903.
Недостаточный слой материала вокруг вставки
Одна из самых распространённых ошибок — слишком тонкие стенки корпуса. При малой толщине пластика вокруг элемента снижается сопротивление вырыванию и возрастает риск растрескивания. Особенно критично это для деталей, работающих под нагрузкой или при перепадах температуры.
- Минимальный защитный слой должен соответствовать расчетной нагрузке.
- Необходимо учитывать усадку материала после формования.
- Следует избегать размещения элемента слишком близко к кромке.
Игнорирование крутящего момента
Если не рассчитан допустимый момент затяжки, возможно разрушение посадочной зоны или потеря фиксации. Часто проектировщики ориентируются только на параметры крепежа, не учитывая свойства пластика и геометрию посадки конкретного исполнения элемента.
Неправильный выбор типа элемента
Использование универсального решения без учета конкретных условий приводит к снижению ресурса узла. Например, при высоких динамических нагрузках необходимо обеспечивать повышенную устойчивость к проворачиванию, а при осевых нагрузках — достаточную длину заделки, что особенно важно при выборе формы корпуса по стандарту DIN 16903.
Ошибки позиционирования
Неправильное размещение элемента в детали может вызвать неравномерное распределение напряжений. Отсутствие ребер жесткости или опорных зон вокруг вставки снижает нагрузочную способность и ускоряет разрушение конструкции.
Недооценка условий эксплуатации
Если не учтены реальные эксплуатационные факторы — вибрации, циклические нагрузки, температурные колебания — долговечность соединения может оказаться ниже расчетной. Это особенно важно для ответственных изделий, где отказ приводит к серьезным последствиям.
Грамотное проектирование требует комплексного подхода: анализа материала, расчета прочности, выбора подходящего типа элемента и корректного размещения в детали. Только при соблюдении всех этих условий можно обеспечить стабильное качество соединения и надежную работу изделия в течение всего срока службы.
Где применяются
Закладные металлические элементы используются в тех случаях, когда пластиковая деталь должна обеспечивать надежное резьбовое соединение и выдерживать рабочие нагрузки на протяжении всего срока службы. Их применение оправдано в конструкциях, где требуется стабильность геометрии, возможность многократной сборки и высокая долговечность соединения. В подобных задачах часто применяются резьбовые вставки din 16903, обеспечивающие прогнозируемые характеристики крепления.
Для широкого спектра применений рекомендуются готовые изделия — например, резьбовые вставки для пластиковых деталей, которые обеспечивают устойчивую фиксацию крепёжных узлов при механических нагрузках и вибрациях. В аналогичных конструкциях также могут использоваться резьбовые втулки din 16903, если требуется усиленная зона посадки.
Промышленное оборудование
В машиностроении и производственных линиях пластиковые компоненты часто входят в состав узлов, подвергающихся нагрузкам и вибрациям. Здесь особенно важны устойчивость к проворачиванию и стабильная фиксация крепежа. Закладные элементы, включая резьбовые вставки DIN16903 и резьбовые втулки DIN 16903, позволяют сохранить качество соединения даже при интенсивной эксплуатации, а применение решений по стандарту Дин 16903 упрощает проектирование и обеспечивает совместимость компонентов.
Автомобилестроение
В автомобильных узлах пластиковые детали используются повсеместно — в креплении панелей, элементов интерьера, защитных кожухов и модулей. Соединения должны выдерживать вибрационные нагрузки, перепады температуры и динамические воздействия. Применение металлических вставок, таких как резьбовые вставки DIN16903 и резьбовые втулки DIN 16903, обеспечивает надежность и безопасность конструкции, особенно при использовании стандартных решений, соответствующих Дин 16903.
Приборостроение
В электронных и измерительных устройствах важна точность сборки и стабильность крепления. Корпусные элементы из пластика должны сохранять форму и обеспечивать корректный монтаж компонентов. Закладные решения, в том числе резьбовые вставки DIN16903, позволяют выполнять многократный монтаж и демонтаж без потери прочности посадочного узла и соответствуют требованиям Дин 16903 по геометрии и эксплуатационным параметрам.
Корпусные детали и бытовая техника
В корпусных деталях бытовых приборов и электрооборудования металлические элементы обеспечивают аккуратную сборку и длительный ресурс эксплуатации. Это особенно актуально при использовании тонкостенных пластиковых конструкций, где требуется усиление зоны крепления. В таких случаях применяются резьбовые втулки DIN 16903 и другие решения по стандарту Дин 16903, обеспечивающие стабильность соединений.
Серийное производство изделий из пластика
В условиях массового выпуска изделий закладные элементы позволяют стандартизировать узлы крепления и обеспечить стабильные эксплуатационные характеристики каждой партии продукции. Использование типовых компонентов, таких как резьбовые вставки DIN16903, упрощает технологический процесс и повышает повторяемость результатов, что особенно важно при соблюдении требований Дин 16903.
Таким образом, область применения охватывает широкий спектр отраслей — от промышленного оборудования до точных приборов. Везде, где требуется надежное резьбовое соединение в пластике, резьбовые вставки DIN16903 и резьбовые втулки DIN 16903 становятся технически оправданным решением, соответствующим стандарту Дин 16903 и обеспечивающим долговечность конструкции.
Экономическая эффективность
Применение закладных металлических элементов в пластиковых деталях оправдано не только с технической, но и с экономической точки зрения. Несмотря на увеличение себестоимости одной детали за счет дополнительного компонента, итоговый эффект выражается в снижении брака, увеличении ресурса изделия и уменьшении затрат на сервисное обслуживание. В долгосрочной перспективе использование решений, соответствующих стандарту, включая резьбовые вставки din 16903, позволяет сократить совокупные издержки.
Снижение затрат на гарантийные случаи
Соединения без металлического усиления чаще выходят из строя при повторной сборке или под нагрузкой. Это приводит к возвратам, рекламациям и необходимости замены деталей. Использование закладных решений позволяет повысить стабильность узла и сократить число гарантийных обращений.
Увеличение срока службы изделия
Долговечность соединения напрямую влияет на общий срок эксплуатации продукта. При сохранении стабильной резьбы снижается риск преждевременного разрушения корпуса или крепёжных зон. Это особенно важно для оборудования и техники, рассчитанных на длительный цикл использования.
Оптимизация производства
В условиях массового выпуска закладные элементы позволяют стандартизировать конструкцию крепёжных узлов. Это упрощает проектирование, ускоряет запуск новых изделий и снижает затраты на доработку пресс-форм и оснастки. Повторяемость параметров положительно влияет на качество соединения в каждой партии продукции.
Снижение затрат на обслуживание
Если изделие предполагает регулярный монтаж и демонтаж, усиленная резьба уменьшает вероятность повреждений и необходимости ремонта. Это сокращает эксплуатационные расходы и повышает общую рентабельность проекта.
Таким образом, экономическая эффективность применения закладных элементов выражается в комплексном снижении издержек на всех этапах жизненного цикла изделия — от производства до эксплуатации. Инвестиции в усиление резьбового узла окупаются за счет надежности, стабильности и уменьшения сопутствующих расходов, особенно при использовании стандартизированных крепёжных решений.
При выборе поставщика важно учитывать стабильность поставок и соответствие продукции стандартам. Актуальный ассортимент крепёжных решений представлен на сайте https://fixioma.ru.

FAQ
Зачем устанавливать металлические элементы в пластиковую деталь?
Они позволяют сформировать прочную резьбовую зону внутри полимера, повысить надежность крепления и обеспечить стабильную работу соединения при нагрузках и повторной сборке. В частности, резьбовые вставки DIN16903 применяются для создания долговечной внутренней резьбы в пластиковых деталях.
Можно ли нарезать резьбу прямо в пластике?
Да, но такое решение подходит только для малонагруженных узлов. При высоких нагрузках или частом использовании крепежа пластиковая резьба быстро изнашивается и теряет форму. В таких случаях более оправдано применение стандартизированных решений, например Дин 16903, которые обеспечивают стабильность геометрии и прочности.
Когда лучше устанавливать элемент — во время формования или после?
Наиболее надежный вариант — установка в процессе формования в пресс-форму. Это обеспечивает монолитную фиксацию и повышенную прочность. Запрессовка или термическая установка применяются, если конструкция не позволяет закладку на этапе литья. Резьбовые втулки DIN 16903 часто устанавливаются именно на этапе формования для достижения максимальной адгезии с материалом детали.
Как определить подходящий тип элемента?
Необходимо учитывать тип пластика, предполагаемую нагрузку, допустимый крутящий момент и условия эксплуатации. Также важны размеры детали и толщина стенки в зоне установки. При выборе учитываются параметры, регламентируемые стандартом DIN16903, чтобы обеспечить соответствие техническим требованиям.
Нужно ли проводить расчёты прочности?
Для ответственных изделий расчет обязателен. Он позволяет определить допустимые нагрузки, момент затяжки и коэффициент запаса, чтобы избежать разрушения детали в эксплуатации. Особенно это актуально при использовании элементов, соответствующих Дин 16903, в конструкциях с переменными или динамическими нагрузками.
Подходят ли стандартные решения для серийного производства?
Да, использование стандартных элементов упрощает проектирование и обеспечивает повторяемость параметров при массовом выпуске изделий. Резьбовые вставки DIN16903 благодаря унифицированным размерам хорошо подходят для серийного производства пластиковых компонентов.
Можно ли использовать один тип элемента для всех изделий?
Нет. Универсального решения не существует. Конструкция и размеры подбираются индивидуально в зависимости от требований к прочности, геометрии детали и условий работы узла, даже если используются типовые резьбовые втулки DIN 16903.


