Обробка металевих поверхонь-трудомісткий і відповідальний процес, що вимагає уваги до безлічі деталей. Багато майстрів стикаються з рядом труднощів, які можуть привести до виникнення шлюбу, зайвим тимчасовим і матеріальних витрат. Найчастіше проблема криється в неправильному виборі інструменту, недотриманні технологічних норм або відсутності достатнього досвіду. У даній статті ми розглянемо основні труднощі, що виникають при струганні металу, і запропонуємо ефективні способи їх вирішення на прикладі стругального прохідного різця.
Проблема №1: деформації поверхні
Дуже часто виникає ситуація, коли після стругання поверхню виходить хвилеподібною або горбистої. Основними причинами цього є:
- Недостатня сила притиску заготовки до столу верстата.
- Пошкодження або деформація опорних плит і роликів верстата.
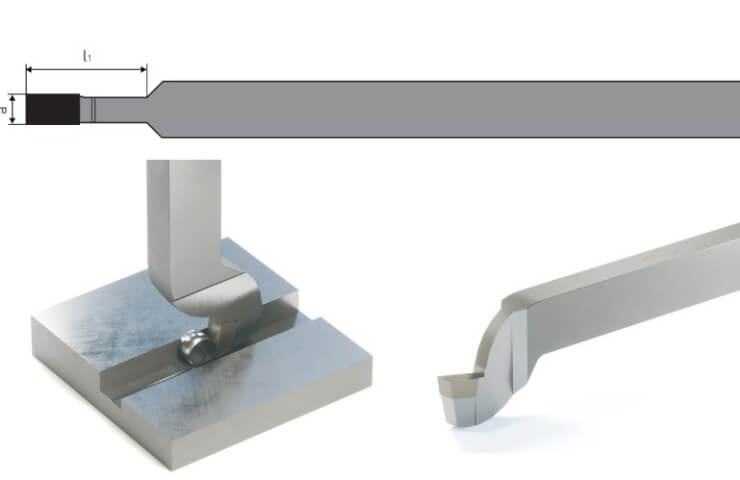
- Неякісна заточка стругального прохідного різця.
Рішення:
- Переконайтеся, що заготовка міцно фіксується на столі верстата.
- Перевірте стан опорних елементів верстата і при необхідності замініть їх.
- Регулярно перевіряйте стан різця і при необхідності робите заточку або заміну.
Проблема №2: шорсткість поверхні
Металева поверхня після стругання може мати зернисту або Рябу фактуру. Основні причини шорсткості:
- Невірно обраний кут різання.
- Мала швидкість подачі або занадто глибокий знімання матеріалу.
- Нагрівання поверхні в процесі стругання.
Рішення:
- Використовувати правильний кут різання, вказаний в паспорті верстата або документації виробника.
- Скорегувати швидкість подачі і глибину знімання матеріалу.
- Застосовувати спеціальне охолоджуючий засіб або маслосмазку для попередження перегріву.
Проблема №3: утворення зазубрин і тріскання поверхні
Поверхня може покриватися дрібними тріщинами або зазублинами, що псує зовнішній вигляд і порушує ТЕХНІЧНІ характеристики деталі. Головні причини появи дефектів:
- Занадто гострі кути заточування різця.
- Велике зусилля при подачі заготовки.
- Наявність сміття або домішок на робочому столі верстата.
Рішення:
- Замінити або повторно заточити різець стругальний прохідний з дотриманням рекомендацій по куту заточування.
- Контролювати зусилля подачі, знижуючи навантаження на заготовку.
- Регулярно чистити стіл верстата і поверхню заготовки перед початком роботи.
Проблема №4: поява слідів Гребінки
На обробленій поверхні залишаються характерні смуги, схожі на зуби Гребінки. Це викликано:
- Нахилом різця або зміщенням столу верстата.
- Виснаження


